全国蝶阀生产厂家业务洽谈:186-3858-7506 杨经理
咨询热线
0371-68921556咨询热线
0371-68921556手动蝶阀在长期使用后,由于时间和氧化问题,手轮、手柄等会出现损坏,铸铁手轮性脆易断,可采用焊接、粘接、铆接修复。
焊接在断裂处开好V形坡口,若手轮为灰铸铁材料,可用自制的铸铁气焊条,溶剂为硼砂,采用弱还原焰焊修,焊接时把手轮放置呈水平状态,首先用焊枪在感应区加热,使温度升到500℃以上,然后用焊枪吹掉断裂处氧化物和杂物,再进行焊接,对感应区可以间断加热,保持红热状态。焊完后,对感应区逐渐减温至300℃以下,停止加热自冷。也可用电弧焊补焊。轮辐断裂的烧焊感应区在断裂处的轮缘上。
如图9-47(a)所示。轮缘断裂的烧焊感应区在断裂处的轮辐上,如图9-47(b)所示。断裂处焊接修复后,应在砂轮上将焊缝打磨光滑,并按规定涂漆。
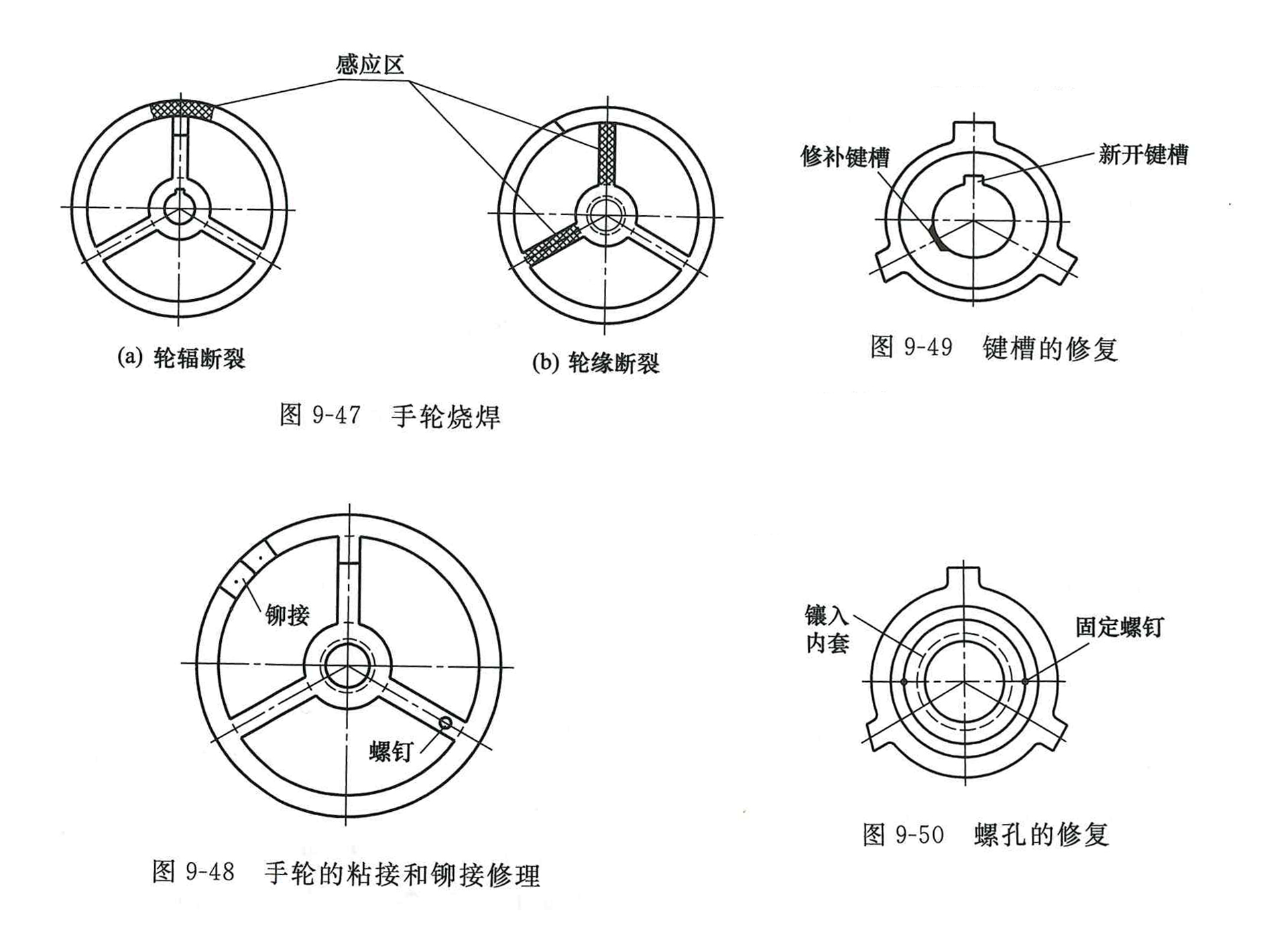
粘接和铆接修复,手轮的粘接和铆接如图9-48所示。手轮局部产生裂缝,可在裂缝中间处钻孔攻螺纹,埋一只螺钉即可,还可在裂缝处再粘两层玻璃布。
手轮断裂后,也可采用铆接工艺,在手轮断裂处的反面,用砂轮开一个槽,槽深2~5mm。将2~5mm厚的钢板嵌在槽中,用铆钉或螺钉连接。为了使铆接更加牢固,还可以用铆接粘接方法。修复后,需打磨光滑。
手轮、手柄、扳手经长时间使用后,螺孔、键槽会损坏,方孔呈喇叭形,影响正常使用,需要修理。键槽的修复,键槽损坏后,可用焊补法修复,在用錾子消除氧化层,Z后用半圆锉修成与孔相同的圆弧。如果焊补不便,可将键槽加工成燕尾形,然后用燕尾铁嵌牢,再用半圆锉修成与孔相同的圆弧,也可采用粘接方法粘牢燕尾铁。键槽修补好后,按照原规格在另一轮辐中心线处加工新的键槽。
图9-49所示。新键槽与一般键槽加工要求相同。

咨询热线:0371-68921556
传真:0371-68921556
手机:186-3858-7506 杨
E-mail:284766096@qq.com
公司地址:河南省郑州市上街区锦江南路001号
 扫一扫,关注微信号
扫一扫,关注微信号 



